 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


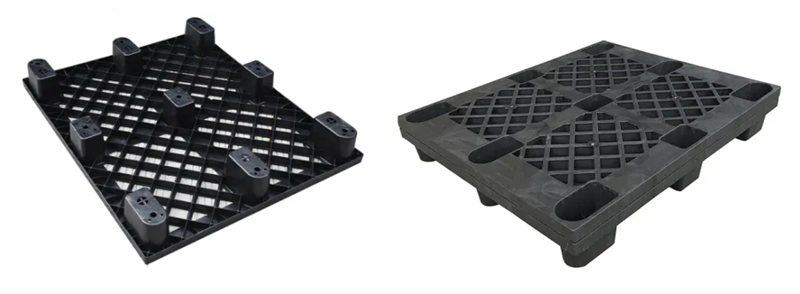
प्लॅस्टिक पॅलेट मोल्डिंगमध्ये कूलिंग टाइमचे महत्त्व
प्लॅस्टिक पॅलेट मोल्डिंगमध्ये कूलिंग टाइमचे महत्त्व
कूलिंग प्रक्रियेत कोणते घटक समाविष्ट आहेत?
थंड होण्याच्या वेळेच्या महत्त्वावर चर्चा करण्यापूर्वी, चला’प्रक्रियेत काय समाविष्ट आहे ते पहा. इंजेक्शनसाठी प्लॅस्टिक राळ वितळण्यासाठी आश्चर्यकारकपणे उच्च तापमान आवश्यक आहे आणि या प्रचंड उष्णतेमुळे, थंड होण्याच्या प्रक्रियेला सायकल कालावधीचा चार-पंचमांश वेळ लागू शकतो, जर जास्त वेळ नसेल. प्लास्टिक इंजेक्शन मोल्डिंगचे खालील घटक तापमान बदलण्याचे टप्पे आहेत जे अंतिम उत्पादनापर्यंत पोहोचतात:
राळ गरम करणे आणि इंजेक्शन: बेस रेझिन उच्च तापमानाच्या अधीन राहून द्रव बनते आणि एकदा योग्य स्निग्धता वितळले की ते’s साचा मध्ये इंजेक्शनने.
मोल्ड पॅकिंग आणि होल्डिंग: इंजेक्शन चालू असताना, काही प्लास्टिक थंड आणि संकुचित होऊ लागते. पोकळी भरली आहे हे सुनिश्चित करण्यासाठी, अतिरिक्त सामग्री इंजेक्शन दिली जाते आणि“आयोजित” बॅकफ्लो रोखण्यासाठी.
कूलिंग स्टेज: कूलिंगची प्रक्रिया साच्यात सामग्री पॅक केल्यानंतर आणि धरून ठेवल्यानंतर सुरू होते. या अवस्थेत, प्लॅस्टिक घट्ट होऊन साचाचा कायमस्वरूपी आकार घेतो.
या प्रक्रियेनंतर, हा भाग साच्यातून बाहेर काढला जातो आणि गुणवत्तेच्या खात्रीच्या उद्देशाने त्याची तपासणी केली जाते. जर कूलिंगची वेळ अयोग्यरित्या मोजली गेली तर ते दोष होऊ शकते.
थंड होण्याची वेळ का महत्त्वाची आहे?
जेव्हा कूलिंग अयोग्यरित्या अंमलात येते तेव्हा प्लास्टिकचा भाग जिंकला जातो’t पुरेसा कडक होतो, ज्यामुळे फायरिंग इजेक्टर पिनचे नुकसान होते. अगदी साचा’s डिझाईन शीतकरण प्रक्रियेवर प्रभाव टाकू शकते, परिणामी आकुंचन, बुडणे, रंग विरघळणे, वारपिंग आणि डेलामिनेशन वाढते. जर शीतलक चॅनेल मोल्डमध्ये लागू केले जातात’s डिझाइन, ते उष्णतेच्या विखुरण्यात मदत करू शकते आणि पोकळीची भिंत कमी करू शकते’s तापमान, ज्यामुळे अगदी थंडपणा येतो. तथापि, जास्त थंड होण्यामुळे अनावश्यकपणे विस्तृत सायकल वेळ देखील होऊ शकतो, म्हणूनच’s महत्त्वपूर्ण मोल्डिंग उत्पादक थंड होण्याच्या वेळेचा अचूक अंदाज लावण्यास सक्षम आहेत.
प्लास्टिक इंजेक्शन मोल्डिंगमध्ये कूलिंग टाइम कसा मोजला जातो?
भिंतीची जाडी आणि थर्मल डिफ्युसिव्हिटी म्हणून ओळखले जाणारे मोजमाप समाविष्ट करणारे समीकरण वापरून थंड होण्याच्या वेळेची गणना केली जाऊ शकते.– जे प्लास्टिकचे प्रमाण ठरवते’s थर्मल चालकता, घनता, आणि त्याचे तापमान वाढवण्यासाठी ऊर्जा आवश्यकता. अंदाजे वेळ थर्मोप्लास्टिकच्या प्रकारावर देखील अवलंबून असतो, कारण प्रत्येकामध्ये वितळण्याचे आणि मोल्डिंगचे तापमान भिन्न असते. हे एक गुंतागुंतीचे समीकरण आहे, परंतु जर तुम्ही’अनुभवी इंजेक्शन मोल्डिंग भागीदारासोबत पुन्हा काम करत असल्यास, ते या प्रक्रियेत पारंगत असतील.
सायकलचा बहुतांश वेळ घेतल्यानंतरही, प्लास्टिक इंजेक्शन मोल्डिंगमध्ये थंड होण्याची वेळ घाई करू नये. कूलिंग टाइम व्युत्पन्न करण्यासाठी संयम, मोल्ड डिझाइन आणि अचूक गणित यांचे संयोजन आवश्यक आहे ज्यामुळे उत्पादनाची गती वाढेल. मिडस्टेट मोल्ड एक तज्ञ टर्नकी उत्पादक आहे जो प्रोटोटाइप तयार करण्यात आणि उत्पादन कार्यान्वित करण्यात उत्कृष्ट आहे, परिणामी कार्यक्षम लीड टाईम्स. तुम्हाला आमच्या प्रक्रियेबद्दल आणि आम्ही आमच्या इंजेक्शन मोल्डिंगच्या प्रत्येक टप्प्याची गणना कशी करतो याबद्दल चर्चा करू इच्छित असल्यास, आजच आमच्याशी संपर्क साधा.
Hongmei कंपनी 20 वर्षांपासून इंजेक्शन मोल्डवर लक्ष केंद्रित करत आहे, तुम्हाला स्वारस्य असल्यास, माझ्याशी संपर्क साधा.
चौकशी पाठवा



X
आम्ही तुम्हाला एक चांगला ब्राउझिंग अनुभव देण्यासाठी, साइट रहदारीचे विश्लेषण करण्यासाठी आणि सामग्री वैयक्तिकृत करण्यासाठी कुकीज वापरतो. ही साइट वापरून, तुम्ही आमच्या कुकीजच्या वापरास सहमती देता.
गोपनीयता धोरण